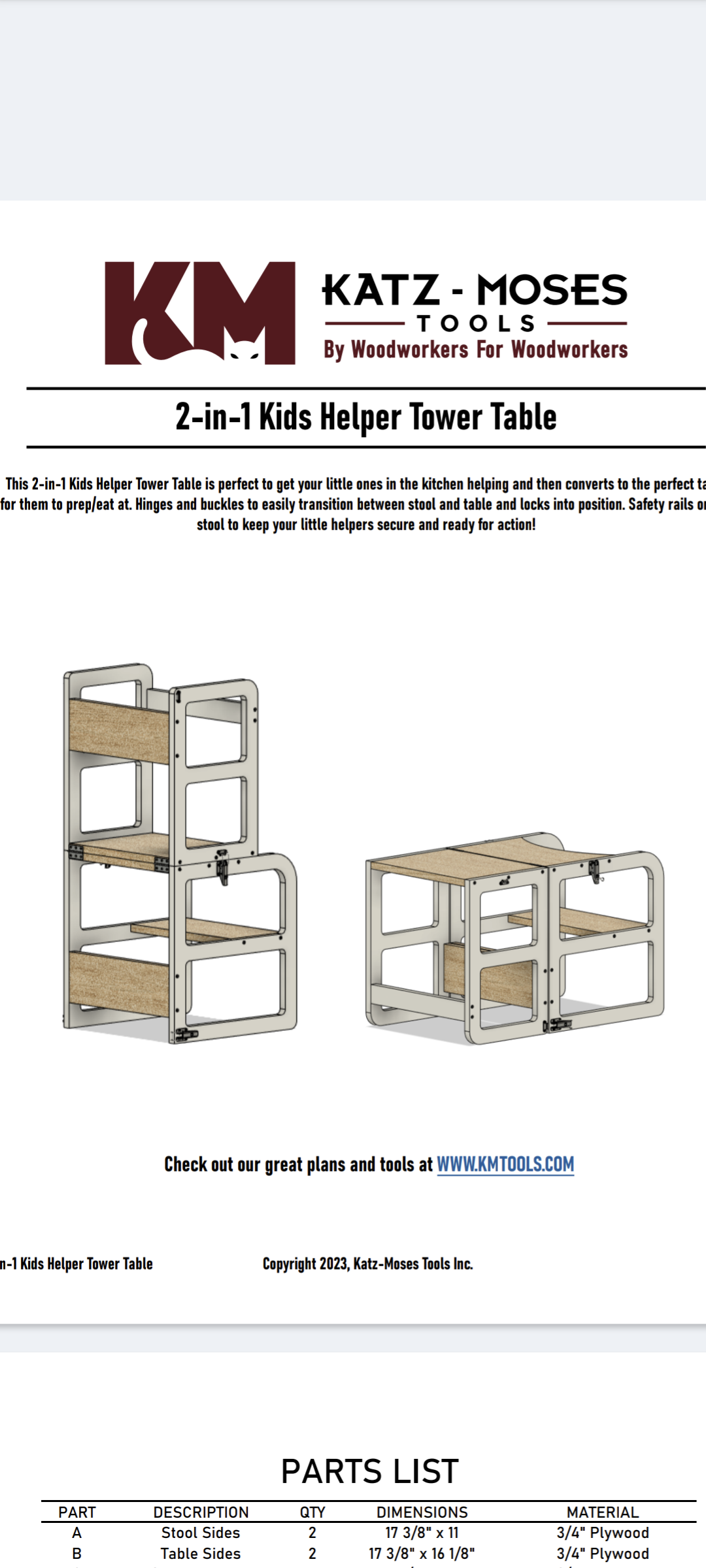
I’m new and about to start a new project - a kids learning tower. I bought plans online which should make it a bit more straightforward than my usual winging it approach to things.
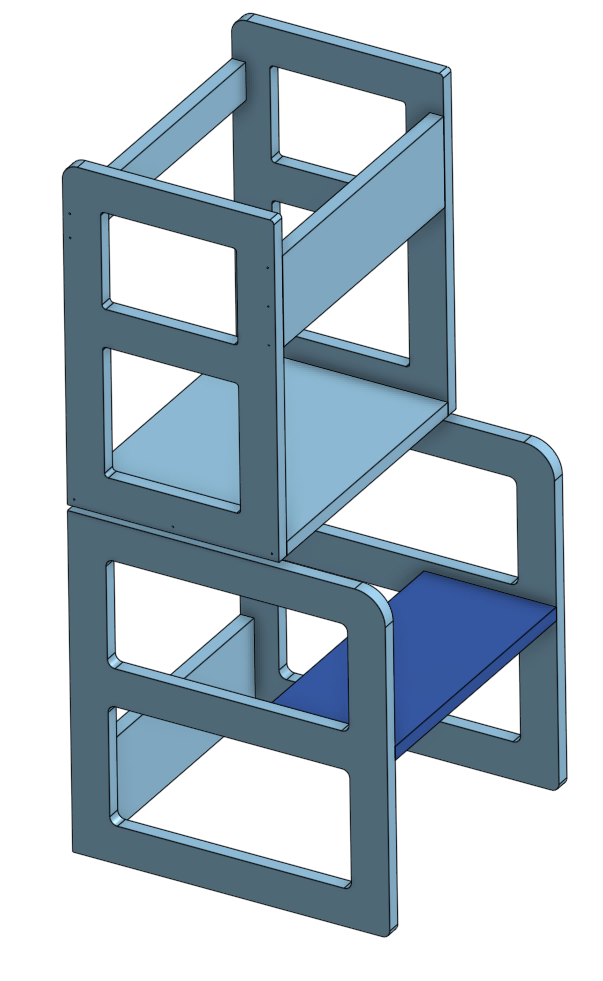
To make things a bit more complicated I’m going to start by creating a 3d model from the plans. This will allow me to practice a skill I’m not good at, forces me to do all the conversions to metric up front, should make it easier to laser cut the router templates, and give me something to do while I wait for induction sessions.
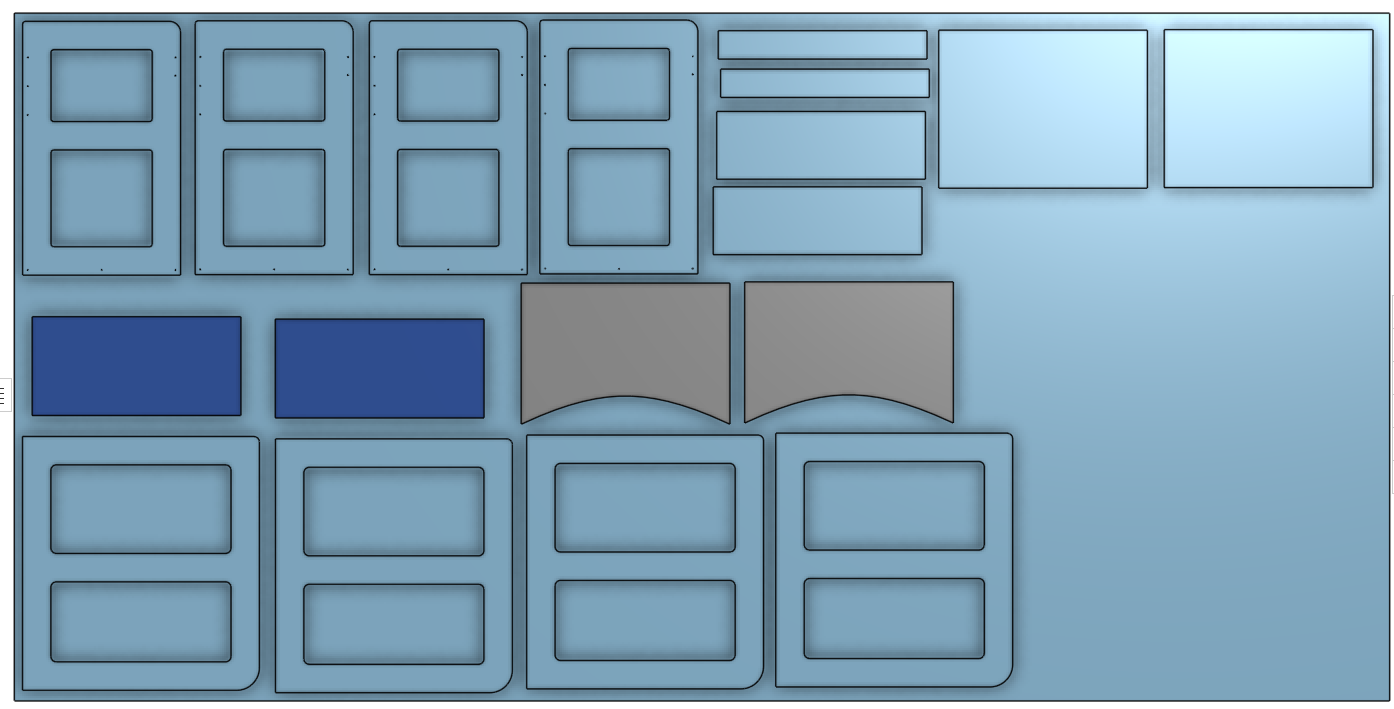
From the cut list I should get enough to make 2 from a single sheet of 18mm ply. This means if I mess it up I’ve got a fallback and if I don’t the second should make a good present.
If anyone wants to join I can’t see any restrictions on other people reusing the plans. Plus it would be nice to see the templates used a few more times. Even if you don’t have kids they could make a good present for someone, they’re expensive to buy and the material list to build is short - 1/2 a sheet of ply, hinges, latches.